Durchmesser
Je nach Ausführung von 0,1 bis 50,0 mm erhältlich.
Technische Information
Prüfstifte – auch Messstifte genannt – sind hochpräzise Messmittel zur Prüfung von Bohrungen, Nutbreiten, Innenmaßen und weiteren Geometrien. Auf dieser Seite finden Sie einen Überblick zu typischen Einsatzgebieten, verfügbaren Ausführungen und wichtigen Auswahlkriterien.
Prüfstifte sind hochpräzise gefertigte zylindrische Messstifte zur schnellen und zuverlässigen Prüfung von Bohrungen, Nutbreiten und Innenmaßen. Sie werden in Fertigung, Qualitätssicherung, Werkzeugbau und Messtechnik eingesetzt, wenn Maße einfach, wiederholbar und praxisnah kontrolliert werden sollen.
Je nach Anwendung stehen heute unterschiedliche Ausführungen zur Verfügung – von klassischen Einzelprüfstiften und Prüfstiftsätzen bis hin zu Sonderlängen, größeren Durchmessern und verschleißarmen Materialien für anspruchsvolle Messaufgaben.
Wichtige Merkmale und Auswahlkriterien auf einen Blick.
Je nach Ausführung von 0,1 bis 50,0 mm erhältlich.
Neben Standardlängen sind auch Sonderlängen bis 200 mm möglich.
Erhältlich in gehärtetem Stahl, rostfreiem Stahl, Hartmetall, Keramik und weiteren Ausführungen.
Je nach Klasse und Ausführung sind sehr feine Toleranzen bis in den µm-Bereich möglich.
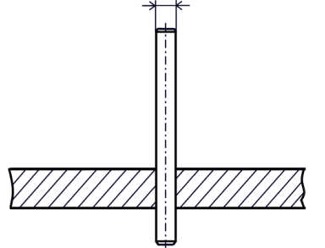
Prüfstifte eignen sich besonders gut zur schnellen und wirtschaftlichen Kontrolle von Bohrungen mit vorgegebenen Toleranzgrenzen. Durch die Auswahl passender Prüfstifte lässt sich prüfen, ob eine Bohrung innerhalb der zulässigen unteren und oberen Maßgrenzen liegt.
Beispiel: Bei einer Bohrung mit dem Nennmaß 1,10 mm kann mit einem Prüfstift von 1,10 mm und einem weiteren Prüfstift von 1,11 mm überprüft werden, ob sich das tatsächliche Maß innerhalb des gewünschten Bereichs befindet. Welche Kombination sinnvoll ist, hängt immer von der konkret zulässigen Toleranz ab.
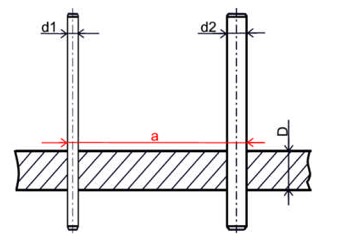
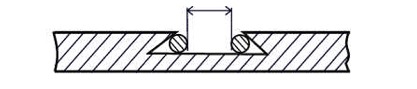
Mit Prüfstiften lassen sich auch Mittelpunktabstände von Bohrungen ermitteln. Dazu wird jeweils der größtmögliche Prüfstift gewählt, der noch in die Bohrung passt. Anschließend wird der Abstand der eingesetzten Prüfstifte möglichst oberflächennah gemessen, um Winkelfehler der Bohrungen so weit wie möglich zu minimieren.
Der Mittelpunktabstand ergibt sich aus dem gemessenen Abstand abzüglich der halben Summe beider Prüfstiftdurchmesser. Die erzielbare Genauigkeit hängt dabei unter anderem von der Stufung und Toleranzklasse der Prüfstifte sowie von der Genauigkeit des verwendeten Messmittels ab.
Für präzisere Bewertungen sollte zusätzlich berücksichtigt werden, welche Messtoleranzen durch Prüfstiftstufung, Prüfstifttoleranz und eingesetztes Messmittel entstehen.
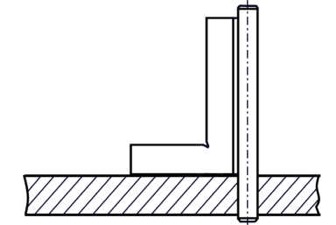
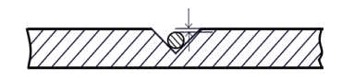
Wird ein Prüfstift in eine Bohrung eingesetzt, lässt sich die Rechtwinkligkeit der Bohrung in Verbindung mit einem Haarwinkel oder einer geeigneten Bezugskante einfach überprüfen. So können Abweichungen von der gewünschten 90°-Ausrichtung schnell erkannt werden.
Diese Methode eignet sich besonders für einfache und praxisnahe Kontrollen in Werkstatt, Fertigung und Qualitätssicherung.
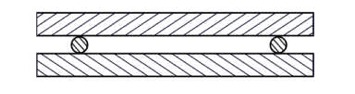
Prüfstifte können auch eingesetzt werden, um die Parallelität zweier Flächen zu prüfen oder definierte Abstände bei Einstellarbeiten sicher herzustellen. Durch ihre präzise Geometrie eignen sie sich gut als einfache und wirtschaftliche Hilfsmittel für wiederkehrende Prüf- und Einstellaufgaben.
Gerade bei überschaubaren Prüfaufgaben ist das oft eine praxisgerechte Lösung mit wenig Aufwand.
Darüber hinaus werden Prüfstifte auch als Einstellnormale, zur Prüfung anzeigender Messgeräte sowie zur Messung von Prismen, Nuten, Verzahnungen und V-Führungen eingesetzt. Durch die Vielzahl an Durchmessern, Materialien und Längen lassen sich auch spezielle Anwendungen zuverlässig abdecken.
Je nach Messaufgabe kann dabei die passende Kombination aus Durchmesser, Material, Länge und Toleranz entscheidend für ein praxistaugliches Prüfergebnis sein.
Für Standardabmessungen finden Sie auf unserer Kategorieseite die passenden Einzelprüfstifte, Prüfstiftsätze und Zubehörartikel. Wenn Sie eine Sonderausführung mit abweichendem Durchmesser, Sonderlänge, besonderem Material oder enger Toleranz benötigen, ist eine gezielte Anfrage meist der schnellste Weg.