Produktinformationen für Prüfstifte, Messstifte
Sehr geehrte Kunden!
Unsere Firmenphilosophie ist es, Ihnen einerseits hochwertige Qualitätsprodukte zu Onlinepreisen anzubieten und andererseits Sie bei der Lösung Ihrer Messprobleme zu beraten und zu unterstützen. Die Zufriedenheit unserer Kunden ist oberstes Gebot all unseresTuns.
Aus diesem Grunde haben wir uns entschlossen, ab sofort in regelmäßigen Abständen auf diesen Seiten Informationen zu einzelnen Warengruppen oder Produkten anzubieten.
| Prüfstifte (Information 20030822) | Druckversion |
Prüfstifte sind hochpräzise gefertigte Stahlzylinder in unterschiedlichen Längen (30 mm bis 70 mm). Die Genauigkeit des Durchmessers liegt bei bis zu +/- 0,5 µm (+/- 0,5/1000 mm) abhängig vom Durchmesser!
Die Durchmesser liegen zwischen 0,01 mm und 20,05 mm.
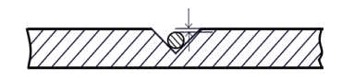
1. schnelle und preiswerte Kontrolle der Toleranzen von Bohrungen.
z. B. Überprüfung von Bohrungen mit einem Durchmesser von 1,10 mm +0,01 mm und -0,001 mm
a) Prüfung der unteren Toleranzgrenze mit Prüfstift 1,10 mm Toleranz 0,001 mm
wenn dieser Prüfstift in die Bohrung passt, ist der Bohrungsdurchmesser größer
oder gleich 1,099 mm.
b) Prüfung der oberen Toleranzgrenze mit Prüfstift 1,11 mm Toleranz 0,001 mm.
wenn dieser Prüfstift nicht in die Bohrung passt, ist der Bohrungsdurchmesser
kleiner 1,111 mm
c) Prüfung der unteren Toleranzgrenze mit Prüfstift 1,09 mm Toleranz 0,001 mm.
anstatt a), wenn untere Toleranzgrenze von ebenfalls -0,01 mm zulässig ist
Wenn dieser Prüfstift in die Bohrung passt, ist der Bohrungsdurchmesser
größer oder gleich 1,089 mm
HINWEIS: Schritt a) oder c) abhängig von der unteren Toleranzgrenze!
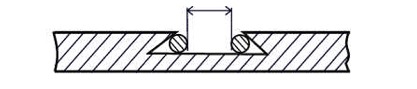
2. Kontrolle der Abstände von Bohrungen
a) Auswahl des Prüfstiftes, der noch in die Bohrung passt.
b) Messung der Abstandes a soweit wie möglich an der Oberfläche, um Winkelfehler der Bohrungen
weitestgehend auszuschließen.
(Mögliche Messmittel sind Messschieber oder Bügelmessschrauben)
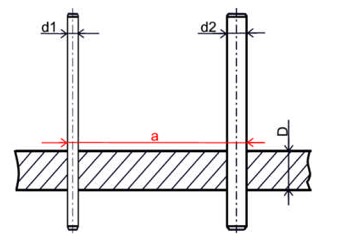
c) Berechnung des Mittelpunktabstandes am der Bohrungen:
Genauigkeit der Messung:
Die Genauigkeit der Messung hängt von folgenden Größen ab:
1. Prüfstift: Durchmesser d1, Stufung ps1, Toleranzklasse pt1
2. Prüfstift: Durchmesser d2, Stufung ps2, Toleranzklasse pt2
Messgenauigkeit (Toleranz) des Messmittels mt
Beispiel: (Messung mit digitaler Bügelmessschraube)
1. Prüfstift: d1 = 1,15 mm ps1 = 0,01 mm pt1 = 0,001 mm
2. Prüfstift: d1 = 1,88 mm ps1 = 0,01 mm pt1 = 0,001 mm
Toleranz der digitalen Bügelmessschraube (Skalenteilung 0,001 mm, Messbereich 25 - 50 mm)
mt = +/- 0,004 mm (nach DIN 863-1)
Näherungsweise lässt sich die Toleranz wie folgt ermitteln.
Prüfstift 1 (1,15mm +/- 0,001 mm) passt, der nächste Prüfstift (1,16mm +/- 0,001 mm) passt nicht. Das bedeutet, der tatsächliche Durchmesser der Bohrung liegt zwischen
1,149 mm (1,15 mm - 0,001 mm) und 1,160 mm (bei 1,161 mm würde der nächste Prüfstift passen)
Damit ergeben sich die maximalen Toleranzen für die 1. und 2.Bohrung:
Tm1 = d1 + ps1 - d1 - pt1 = ps1 - pt1
Tm2 = d2 + ps2 - d2 - pt2 = ps2 - pt2
Tm1 = 0,01 - 0,001 = 0,099 mm
Tm2 = 0,01 - 0,001 = 0,099 mm
Da bei der Messung des Mittelpunktabstandes nur der Radius eingeht, berechnet sich die maximale Gesamttoleranz wie folgt:
Tg = (Tm1 + Tm2) / 2 = (0,099 + 0,099) / 2 = 0,099 mm
Hinzu kommt die Messtoleranz des Messgerätes. Somit ergibt sich eine Gesamtmesstoleranz von:
Tmg = Tg +/- mt = +0,099 mm +/- 0,004 mm
Tmg = (ps1 + ps2 - pt1 - pt2) / 2 +/- mt
Sind die Stufung und die Toleranzklassen beider Prüfstifte gleich, so vereinfacht sich die Berechnung zu
Tmg = (ps-pt) +/- mt
Der abgelesene Messwert Mw der Bügelmessschraube beträgt z. B. 36,557 mm
Damit beträgt der Abstand der Bohrungsmittelpunkte:
minimal: Amin = Mw - mt = 36,557 mm - 0,004 mm = 36,553 mm
maximal: Amax = Mw + Tg + mt = 36,557 mm + 0,099 mm + 0,004 mm = 36,660 mm
Der Mittelpunktabstand der Bohrungen beträgt: 36,553 mm bis 36,660 mm
Nicht berücksichtigt wurden hierbei eine evtl. Verkantung der Bohrungen (Abweichung von 90°)
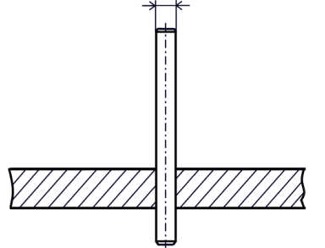
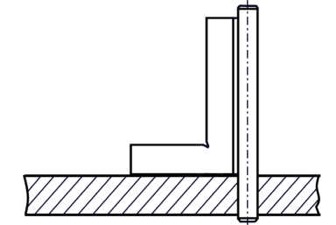
3. Kontrolle der Winkligkeit von Bohrungen
Der Prüfstift wird in die Bohrung gesteckt und mit einem Haarwinkel können Sie die Rechtwinkligkeit der Bohrung überprüfen.
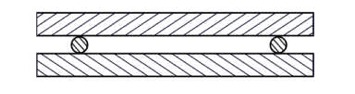
4. Kontrolle der Parallelität von Flächen
Durch den Einsatz von Prüfstiften lässt sich die Parallelität von 2 Flächen einfach prüfen oder einstellen.
5. Weitere Einsatzmöglichkeiten
Prüfstifte lassen sich weiterhin einsetzen als Einstellnormale und zur Prüfung von anzeigenden Messgeräten, zur Messung von Prismen, Nuten, Verzahnungen oder V-Führungen.